
超声波花边机安装流程
发布者:星空(中国)一站式服务平台机械 发布时间:2021/1/23 14:56:44
超声波花边机的安装流程如下:
1、发振箱的安装:
⑴ 将发振箱上电源电线接到220V 1P之电源,电源插座一定要有地线脚。
⑵ 机台之输出电线,插入发振箱之输出插座并锁紧。
⑶ 机台之控制电缆,插入发振箱之控制插座并锁紧。
⑷ 注意:
a、接地线请确实接“地”不可与电源“地线”连接,以防漏电,消除静电累积。
b、安装前必须确定电源是关的及机台上的电源开关置于OFF状态。
c、发振箱重约20Kg, 维修搬运时请小心。
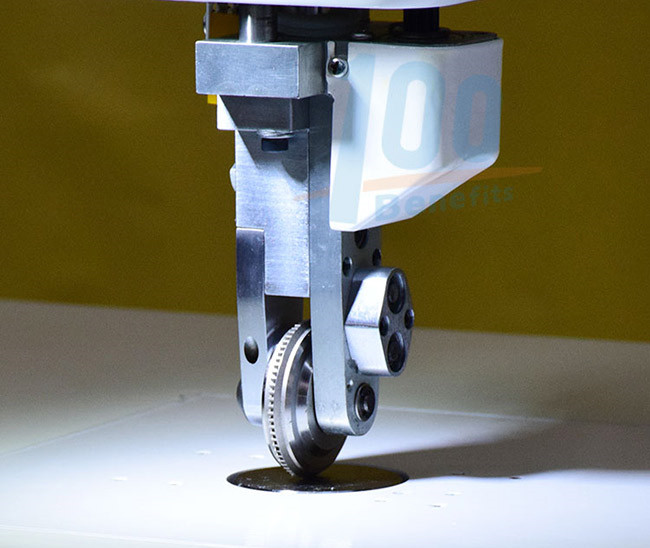
2.花轮装卸
⑴ 按装花轮时,须把花轮架置于上升位置,再装上花轮,旋转花轮使花轮端面之轴与传动同步轮之孔配合,再将外花轮架装上,并锁紧扳手螺丝,即可把花轮放下,打开电源试转纸带滑出之切割\切孔是否平均、如未能达到均匀时,表示花轮与HORN没有保持水平,此时击破做花轮水平调整之动作。
⑵ 花轮水平调整之程序:
a、视情况转动旋钮,可改变花轮的水平度。
b、水平调整完成后,请以六角板手固定螺丝锁紧,防止水平度因超音波之振动而变化。
c、拆卸花轮时,改变脚踏阀方向,使花轮架上升,松开外花轮架板手螺丝即可拆卸花轮。
3.焊头HORN的拆装:
拆卸焊头(HORN)时先使花轮升降气缸向上后,将外花轮架及花轮拆下,再以固定板手夹住变幅杆(CONE),以焊头板手,勾住焊头(HORN),逆时针放松即可取下,装回时反序行之。
注意:(1)焊头水平度於出厂前已调妥,非经测量发现水平度倾斜,请勿任意调整。
(2)若必要时把量表置於机台上,指针与焊头平面接触,旋转焊头,即可测出水平度,再返复调整螺丝,使水平度在0、01mm以下即可。
相关新闻
- [2021.05.08]大功率超声波切布机BHP-20D结构图
- [2021.03.03]超声波花边机(35K径向)
- [2021.05.08]超声波焊接不同塑胶材料匹配性能表
- [2021.01.26]超声波花边机影响熔接效果的因素
- [2021.01.21]超声波花边机的广泛用途
- [2021.05.07]超声波打枣机功能及应用
- [2021.03.03]超声波花边机(3D)
- [2021.01.22]超声波焊切机振子组及焊头水平校正
- [2021.05.07]超声波切带机使用说明书
- [2021.05.06]常用超声波焊头材料有哪些
- [2021.01.22]超声波焊切机各部名称及功能
- [2021.03.02]超声波焊切机之切带机搬运须知
- [2021.05.06]超声波花边机结构
- [2021.01.26]超声波花边机安装注意事项
- [2021.04.30]重要!超声波模具调试工作
- [2021.03.02]超声波焊切机之切带机的安装说明
- [2021.04.30]使用超声波塑料焊接机的过程中容易忽略的秘…
- [2021.03.11]超声波花边机发振箱的安装
- [2021.06.02]超声波设备随机工具及配件一览表
- [2021.04.29]超声波切布机影响熔接效果的因素





